
About Heavy Duty Industrial Flooring
Our cementitious urethane heavy duty industrial flooring, antimicrobial cementitious urethane flooring offers the combination of versatility and strength that many challenging environments rely on. Particularly popular in commercial kitchens and food & beverage processing facilities, our urethane cements & coating systems lend themselves well to a variety of industrial, commercial and institutional floor coating applications.
PROMIX? heavy duty industrial flooring resin systems are made with the highest quality resins and catalysts, aggregate blends and optional decorative elements to ensure superior performance and aesthetics.
Characteristics?and advantages:
- Tolerance for moisture and consistently wet settings
- Exceptionally performance when exposed to many chemicals, acids and alkalis
- Thermal shock and thermal cycling resistant
- Withstands higher temperatures and steam-cleanable
- Capable of expanding and contracting with the concrete substrate to help ensure a tenacious bond
- Antimicrobial protection
- Solvent-free, zero VOC and LEED contributing
- Outstanding adhesion to properly prepared concrete slab surfaces
- Customizable slip-resistance options
- Fast-curing, low-odor installation
- Moisture Vapor Transmission mitigation


PROMIX? heavy duty industrial flooring can be used alone or in conjunction with a variety of other coatings and decorative toppings. They can be installed with an integral cove base, and may be utilized to resurface/repair concrete flooring, as well as to create slope to drain.
In addition to resisting higher temperatures, exposure to harsh chemicals, thermal shock and thermal cycling, our heavy duty industrial flooring now contains antimicrobial additive. This gives you the benefit of pathogen protection throughout the entire floor?not just on the surface.
These impressive heavy duty industrial flooring systems are available in a several formulations, providing optimal solutions for every flooring challenge in your facility.They are used heavily by hoisting vehicles, valid for environments producing and processing food, slaughterhouses, cold meat factories, cheese-making plants, chemical industry, tanning plants, dyeing plants, industrial floors, warehouses, workshops, logistic areas, shelved warehouses, supermarkets, refrigerated warehouses, refrigerating rooms, production plants, packaging plants, outdoor and raised car parks, terraces, stairs, chemical plants, re-qualification of old tiled floors, etc.
Systems:
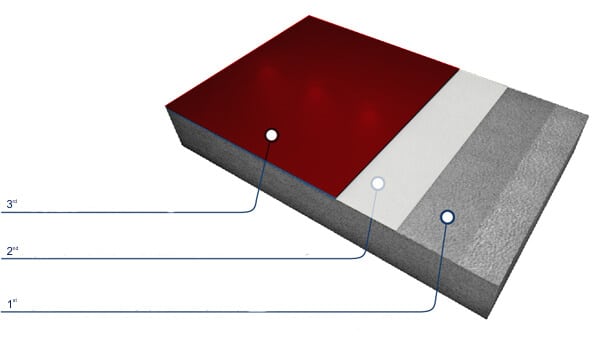
PROMIX? Urethane Industrial Flooring Application
-
- Surface preparation
- Application 1st coat of PROMIX? P100
- Application 2nd coat of PROMIX? UC500
Need more information?
If you are an architect, a resin floor installer or even a customer and you want more information on our product or need a quotation for your project please contact us and one of our team members will guide you in obtaining the best result.
Some of our works:







